|
|
|
|
|


|
Product Details:
Payment & Shipping Terms:
|
| Material: | Virgin And Recycle Material | Pipe Range: | 16mm~160mm |
|---|---|---|---|
| Max. Output: | 200kg/h | Max.speed: | 10m/min |
| After-sales Service Provided: | Engineers Available To Service Machinery Overseas | Voltage: | 380V 50HZ 3Phase(Customized) |
| Highlight: | ppr pipe extrusion line,ppr pipe extrusion machine |
||
Three layer 16-160mm PPR Co-extrusion Composite pipe extrusion line
Specification:
The production process of the PP-R pipe is an extrusion molding process. First, the PP-R raw material in the hopper enters the extruder by its own weight, and is heated and extruded in the extruder barrel, and fully plasticized from the extruder port. The die is extruded and enters the setting table. After the shaping, the pipe is passed through the tractor and cut by the cutting machine. The pipe is cut by the cutting machine and the pipe is inspected and put into storage. The corresponding fittings are produced by injection molding.
Pipe production process: PP-R raw material → vacuum suction feeding → hopper storage → feeding → extrusion molding → cooling setting → traction → cutting → inspection → storage
Pipe production process: PP-R raw material → conveying and feeding → hopper storage → feeding → heating and melting → extrusion molding → cooling and setting → mold opening → inspection → storage.
Pipe extrusion parameters: (1) screw speed 5 ~ 38r / min (2) barrel temperature distribution 1 ~ 2 area 180 ~ 190 ° C 3 ~ 4 area 200 ~ 210 ° C mold temperature 200 ° C traction speed 2 ~ 20m / min pipe fittings Injection parameters: (1) barrel temperature distribution barrel rear 160 ~ 170 ° C barrel middle 200 ~ 230 ° C barrel front 180 ~ 200 ° C (2) nozzle 170 ~ 190 ° C (3) mold 40 ~ 80 ° CPP The defective products produced in the -R pipe production process can be reused after being crushed, which improves the utilization rate of raw materials, reduces production costs, and improves economic efficiency.
Layout:
Raw material+additive→Mixer→Auto Feeder→Hopper dryer→Single screw Extruder→-Moulds→Vacuum calibration tank→Spray Cooling Tank→Haul-off Unit→Cutting Unit→Stacker
![]()
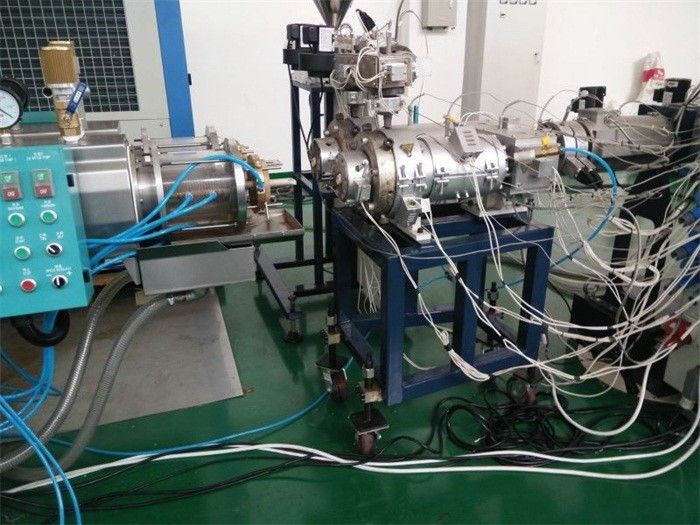
Details specification pictures of PPR pipe production line by BEISU Machinery:
![]()
![]()
![]()
![]()
Traditional extruder:
The use of a smooth barrel provides limited friction, resulting in a significant reduction in the solids delivery efficiency of the extruder, resulting in lower yields for conventional smooth extruders and more difficult for extrusion of materials with high viscosity and low coefficient of friction. This greatly limits the application of single screw extruders.
IKV extruder with slotting in the feed section:
The groove is formed on the inner surface of the barrel feeding section, which helps to improve the friction coefficient between the plastic particles and the inner surface of the barrel, and hinders the plastic particles from sliding axially, thereby improving the solid conveying efficiency and finally greatly increasing the output. According to the different direction of the groove, it is divided into a straight groove and a spiral groove.
Main technical parameter:
| Model | Pipe Diameter | Output | Haul-off Speed | Total Power | Line Length |
| PPR-63 | 16-63mm | 100-120kg/h | 10m/min | 75kw | 35m |
| PPR-110 | 40-110mm | 180-220kg/h | 6m/min | 145kw | 38m |
| PPR-160 | 50-160mm | 200-250kg/h | 6m/min | 150kw | 38m |
Contact Person: Mr. Batsita
Tel: 86-13913294389
Fax: 86-512-58968376